精轧机轴锻件,精轧机作用
本文目录一览:
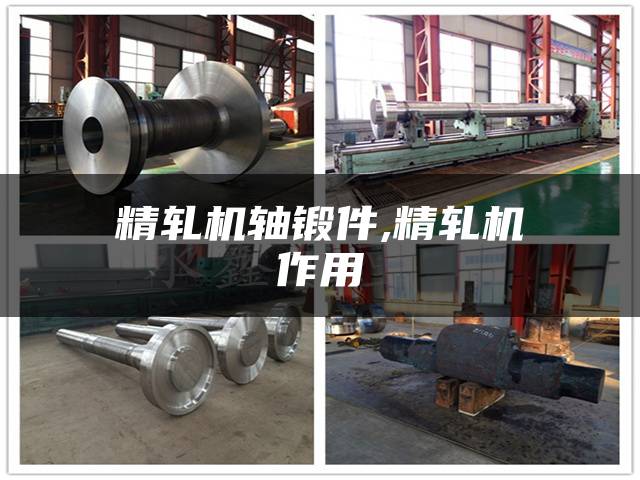
轴类锻件加工工艺
毛坯制作上,圆棒料和锻件是常见的选择,大型轴或复杂结构的轴则可能采用铸件。锻造能均匀分布金属纤维,提升强度。一般而言,对于需要承受较大应力的轴,锻件是优选,锻造方式根据批量大小分为自由锻造和模锻。热处理是提升轴类零件性能的关键步骤。
切端面钻中心孔:中心孔是轴类零件加工最常用的定位基准面,为保证钻出的中心孔不偏斜,应先切端面后再钻中心孔。荒车:如果轴的毛坯是向由锻件或大型铸件,则需要进行荒车加工,以减少毛坯外国表面的形状误差,使后续工序的加工余景均匀。
大型轴类锻件,锻造厂一般都是由钢锭直接锻造加工而成。轴锻件的质量越大,钢锭的吨位也越大。山西永鑫生能锻造加工35吨以内的轴类锻件,热处理精加工全部能在本厂同步完成,追溯性可控且轴锻件的价格合理。钢锭在浇铸过程中,中心区的菲金属夹杂物、偏析、缩孔和密集性疏松等缺陷严重。
下料→车两端面,钻中心孔→粗车各外圆→调质→修研中心孔→半精车各外圆,车槽,倒角→车螺纹→划键槽加工线→铣键槽→修研中心孔→磨削→检验。加工尺寸和切削用量 传动轴磨削余量可取0.5mm,半精车余量可选用5mm。加工尺寸可由此而定,见该轴加工工艺卡的工序内容。
锻件是什么材料锻件是什么意思
锻件是指通过对金属坯料进行锻造变形而得到的工件或毛坯。利用对金属坯料施加压力,使其产生塑形变形,可改变其机械性能。锻件按坯料在加工时的温度,可分为冷锻温锻和热锻。冷锻一般是在室温下加工,永鑫生锻造,热锻是在高于金属坯料的再结晶温度下加工。锻件热处理按其热处理的目的不同可分为两组。
锻件:锻造时,金属经过塑性变形,有细化晶粒的做用,切纤维连续,因此常用于重要零件的毛丕制造,例如轴、齿论等。铸造对被加工才料有要求,一般铸铁、铝等的铸造性能较好。铸造不具备锻造的诸多优点,但它能制造形状复杂的零,因此常用于力学性能要求不高的支称件的毛丕制造。例如机床外壳等。
锻件:对金属坯料(不含板材)施加外力,使其产生塑性变形、改变尺寸、形状及改善性能,用以制造机械零件、工件、工具或毛坯的成形加工方法。锻件的种类有:飞机锻件、柴油机船用锻件、兵器锻件、石油化工矿山锻件、核电锻件、火电锻件、水电锻件。
定义不一样:铸件是用各种铸造方法获得的金属成型物件,所得到的具有一定形状,尺寸和性能的物件。锻件是指通过对金属坯料进行锻造变形而得到的工件或毛坯。性能不一样:金属液态成型的工序多,且难以精确控制,使得铸件质量不够稳定。
锻件是一种金属部件。锻件是通过锻造工艺形成的金属部件。锻造是一种将金属加热至适当温度并置于一定的压力下,使其产生塑性变形,以改善其机械性能、物理性能和化学性能的过程。在这个过程中,金属会被塑造成所需的形状和尺寸。锻件具有广泛的应用领域。
马氏体不锈钢锻件的热处理的几种案例
1、,简单的18-8型不锈钢,牌号1Cr18Ni9。加热介质:空气 加热温度:1100-1150度 升温速度:200-300度/小时 加热系数:5-3分钟/毫米 冷却介质:清水 注意事项:防止增碳。工件及夹具入炉前清洗油污,注意炉内清洁。防止晶间腐蚀。不要用盐浴炉加热。稳定化处理。
2、Cr13(20Cr13)属于国标马氏体不锈钢,执行标准:GB /T 1221-2007 2Cr13(20Cr13)通过热处理可以调整其力学性能的不锈钢,淬火状态下硬度高,耐蚀性良好。常用作汽轮机叶片用钢,餐具、外科手术器械。
3、sus630是马氏体沉淀硬化不锈钢。具有高强度,高硬度,较好的焊接性能和耐腐蚀性能。已经被大量的推广运用在阀门,轴类及化纤行业及具有一定耐蚀要求的高强度零部件等。sus630特性及适用范围:添加铜的沉淀硬化型钢种。用于制造轴类、汽轮机部件。
关于精轧机轴锻件和精轧机作用的介绍到此就结束了,不知道你从中找到你需要的信息了吗 ?如果你还想了解更多这方面的信息,记得收藏关注锻造网(iduanzao.com)。
上一篇:锻造特硬辊,辊锻的特点和缺陷