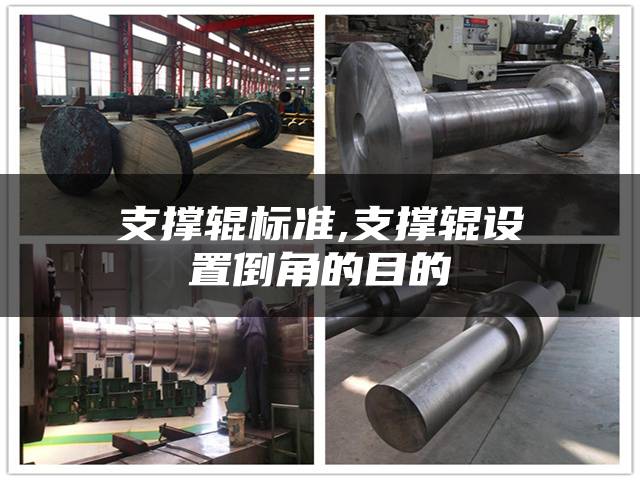
支撑辊标准,支撑辊设置倒角的目的
支撑辊轴承保持架磨损小结
1、装配过紧。轴承套轴向位置不正。轴承选配不合理(不太可能)。是否需要冷却液。可以看看其它架是否也会出现这种现象。采用对比,互换对故障原因进行确定。
2、您好,根据您的描述情况:一:轴承内部含有金属杂质,导致 滚动体 在运行的过程中与滚道相互摩擦,导致滚珠破裂,需要清理一下里面的杂质。二:注意润滑油的清洁,清理一下里面的杂质。希望我的回答能够对你有所帮助,感谢你的采纳,有什么问题欢迎继续追问。
3、按运动元件摩擦性质的不同,轴承可分为滚动轴承和滑动轴承两大类。其中滚动轴承已经标准化、系列化,但与滑动轴承相比它的径向尺寸、振动和噪声较大,价格也较高。滚动轴承一般由外圈、内圈、滚动体和保持架四部分组成。按滚动体的形状,滚动轴承分为球轴承和滚子轴承两大类。
轧辊的规格型号有哪些?
1、轧机上所用轧辊的直径为50一2500mm,长度达8000mm,轧辊表面常为圆柱形、外凸形或下田形,对表面形状的精度要求高,例如,轧辊纵向廓形偏差不应超过3~sum。轧辊直径和纵向成形的测量用手动表式卡规或用沿轧辊表面移动的滚轮式表式卡规进行。
2、⒉冶金复合铸造轧辊主要有半冲洗复合铸造、溢流(全冲洗法)复合铸造、离心复合铸造三种,此外还有连续浇铸包覆(CPC-Continuous PouringProcess for Cladding)、喷射沉积法、热等静压(HIP-Hot Isostatically Pressed)、电渣熔焊等特殊复合方法制造的复合轧辊种类。组合轧辊主要是镶套组合轧辊。
3、规格 宽度 80-150 200-320 321-455 456-550 >550 可提供圆钢方钢。
4、国内轧辊磨床主要型号有:MK8440、MK8450、MK846MK8480、MK84100、MK8412MK84160、MK84200、MK84250、MK84300。
5、强度、抗热裂通常对粗轧辊以强度、抗热裂为主要要求;小型20辊轧机的工作轧辊重仅 100克左右,而宽厚板轧机的支承辊重量已超过200吨。选用轧辊时首先根据轧机对轧辊的基本强度要求,选定安全承载的主体材料(各种级别的铸铁、铸钢或锻钢等)。
什么叫辊型,影响轧辊辊型的主要因素有哪些
轧辊硬度是一个间接的物理值,它的高低受到轧辊本身内部组织状态的影响,如轧辊材料的基体硬度,轧辊材料中碳化物的种类和数量,轧辊的残余应力等等;同时,由于轧辊硬度检测常用的肖氏和里氏硬度检测均为反弹式硬度检测,受检测仪器的状态,操作者的心理因素等其他因素的影响较大。
轧制力与扭矩的关系是通过轧制摩擦力建立起来的,通常轧制力越大,轧辊摩擦力越大,主电机输出扭矩就越大。
轧辊设计、操作维护有关。不同类型轧机的轧辊使用条件有很大差异,造成差异的因素有:(1)轧机条件。如轧机类型、轧机和轧辊设计、孔型设计、水冷条件和轴承种类等;(2)轧制条件如轧材品种、规格及其变形抗力、压下制度和温度制度、产量要求和操作等;(3)对产品质量和表面质量的要求等。
支撑辊标准的介绍就聊到这里吧,感谢你花时间阅读本站内容,更多关于支撑辊设置倒角的目的、支撑辊标准的信息别忘了在本站进行查找喔。
上一篇:冷轧主轴锻件,冷轧轧辊轴承
下一篇:中间辊锻件,辊锻什么意思