锻造中间辊,辊锻工艺
本文目录一览:
辊的作用常用于哪里?具体有什么类别,各类别间有什么区别?
轧辊是使金属在轧机上产生连续塑性变形的主要工件和工具。轧辊主要由辊身、辊颈、辊头三部分组成。轧辊是实际参与轧制金属的轧辊的中间部件。有平滑的柱面或带轧槽的曲面。滚筒的颈部被安装在轴承上,它通过轴承座和压下器将滚力传递到机架上。
轧辊分热轧辊和冷轧辊两种。常用冷轧辊中工作辊的材料有9Cr,9Cr2,9Crv,8CrMoV等,冷轧辊要求表面淬火,硬度为HS45~105。热轧辊常用的材料有55Mn2,55Cr,60CrMnMo,60SiMnMo等,热轧辊使用在开坯,厚板,型钢等加工中。
磁性设备。轧机强磁辊的作用是在强磁力的作用下,吸附并清理带材表面的铁磁性杂质,在强磁力的作用下,磁性滚筒将混杂在物料中铁磁性物质通过出料口分离出来,从而保证生产稳定运行,属于磁性设备类别的一种,常用于金属带材生产线的除铁环境中。
轧辊辊身外层和芯部(包括辊颈部分)用不同材质制作,两种材质之间为冶金结合的轧辊,复合轧辊既能满足轧机对辊身耐磨性、抗热疲劳等性能的要求,同时又保证了芯部和辊颈的强韧性。外层和芯部材质主要根据轧辊所在机架对其使用性能的具体要求选定。
辊锻的基本原理
1、辊锻的基本原理主要涉及坯料的咬入方式和变形过程中的前滑现象。首先,坯料咬入是辊锻启动的关键。有端部自然咬入和中间咬入两种方式。在端部自然咬入中,摩擦力是主要推动力,而压力分力构成阻力。通过增大模具表面粗糙度来提高摩擦系数,降低咬入角,有助于满足咬入条件。
2、总体设计采用双立柱支撑机构,用两个机架支撑上,下锻辊进行旋转运动。上,下锻辊中间可以安装多付扇形辊锻模具,使工件辊压成形。锻辊中心距和锻辊角度调整机构可以调整上,下锻辊的中心距和锻辊模具的错位角度,很方便地对正和调整模具间隙和角度。
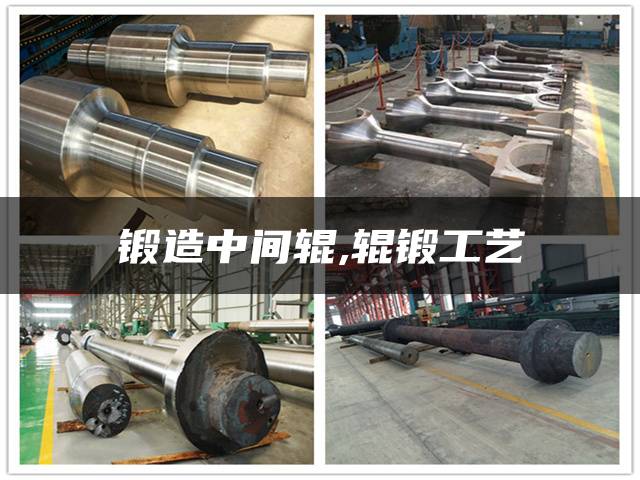
3、辊锻是材料在一对反向旋转模具的作用下产生塑性变形得到所需锻件或锻坯的塑性成形工艺。它是成形轧制(纵轧)的一种特殊形式。辊锻变形原理如图所示。辊锻变形是复杂的三维变形。大部分变形材料沿着长度方向流动使坯料长度增加,少部分材料横向流动使坯料宽度增加。辊锻过程中坯料横截面面积不断减小。
4、辊锻变形的实质是坯料的轧制延伸,坯料部分截面变小而长度增加。当截面变形较大时,需要由几道孔型经多次辊轧完成。其工艺设计主要是合理的决定各工步辊锻的压下量、展宽量和延伸变形量。它们取决于辊径的大小、孔型的形状尺寸、毛坯的温度和冷却润滑等变形条件。
5、辊锻可用于生产连杆_麻花钻头_扳手_道钉_锄_镐和透平叶片。辊锻工艺利用轧_成形原理逐步地使毛坯变形,与普通模锻相比,具有设备结构较简单_生产平稳_振动和噪音小,便于实现自动化_生产效率高等优点。辊锻分为制坯辊锻和成形辊锻两类。
海德堡中间辊工作原理
1、承受轧制压力。海德堡cd102中间辊的作用是直接或间接与轧件接触,强迫轧件产生塑性变形,并承受轧制压力的轧制工具。色印刷机特指利用黑色、中蓝色、棕色、绿色四种油墨,实现地图复制的平版印刷方法的印刷机。
2、起支撑作用。根据查询迈旺家具网显示,海德堡xl75中间辊的作用:位于工作辊和支承辊之间的轧辊。轧机主要零部件机架:用于安装轧辊轴承座和轧辊调整装置并承受轧制力的工作机座的框架。
3、准备工作要点:首先应在CP窗的印刷材料栏中输入所用纸张的正确尺寸、厚度,以及拉规是靠身侧还是朝外侧。输入相应数据后,先不要急于执行指令,需在停机状态下做好以下几方面的准备工作。(1)飞达主纸堆降至最低位置。
辊锻机工作原理
(1)坯料的咬入只有坯料被辊锻模咬入才能建立起辊锻过程,在实际生产中有端都自然咬入和中间咬入两种咬入方式,如图2所示。在端部自然咬入进,模具与坯料之词的摩擦力是咬入的主动力,而坯料受到的压力p的分力是咬入的阻力,图中α称咬入角。
机械压力机工作时,由电动机通过三角皮带驱动大皮带轮(通常兼作飞轮),经过齿轮副和离合器带动曲柄滑块机构,使滑块和凸模直线下行。锻压工作完成后滑块回程上行,离合器自动脱开,同时曲柄轴上的自动器接通,使滑块停止在上止点附近。辊锻变形的实质是坯料的轧制延伸,坯料部分截面变小而长度增加。
在金属成型工艺中,辊锻设备因其高效和精确性备受瞩目。市面上常见的辊锻机主要有三种类型:双支撑式、悬臂式和复合式。早期的分壁式设计,类似于轧钢机的工作原理,如今已较少使用,逐渐被更新的技术所取代。双支撑式和悬臂式辊锻机各自具有其特点,但自动化时代的主角是自动辊锻机。
根据金属毛坯的温度不同,锻模工艺可以分为:热锻模、温锻模、冷锻模。锻模按工艺用途分类为锻造模具、挤压模具、敦锻模具、摆辗模具、校正模具、压印模具、精整模具、精锻模具、辊锻模具、粉末压制与锻造模具、切边模具、冲孔模具。故冷挤压模可视为冷锻模的一种。
提供发动机启动、冷启动、加速、怠速、正常工作等各种工况下的一定数量与浓度的可燃混合气。
关于锻造中间辊和辊锻工艺的介绍到此就结束了,不知道你从中找到你需要的信息了吗 ?如果你还想了解更多这方面的信息,记得收藏关注锻造网(iduanzao.com)。